

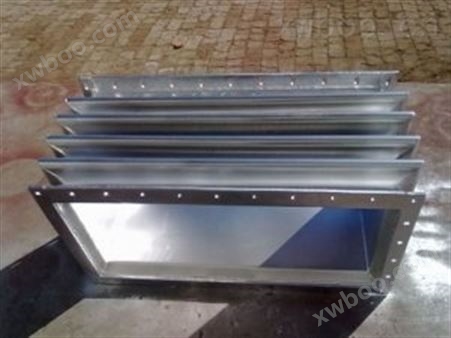
金属波纹补偿器作为灵敏元件、减震元件、补偿元件、密封元件、阀门元件及管路衔接件,广泛应用于自动操控和测量外表、真空技术、机械工业、电力工业、交通运输及原子能工业等领域。因其用处不同而选择不同的金属材料。因其原料不同,故所加工制造的金属波纹管性能及用处也有所不同。金属补偿器选用奥氏体不锈钢材料或按用户要求的材料制造,具有优良的柔软性,_蚀性,_高温性,_高压性,在管路中可对_方向进行衔接,用以温度补偿和吸收振荡、降低噪声、改变介质运送方向、消除管道间或管道与设备间的机械位移等,双法兰金属波纹软管对有位移、振荡的各种泵、阀等的柔性接头尤为适用。
金属彼纹官官还分为尤缝官址和有缝官坯两。无缝管坯的制造,要根据不同的原材料.选用不同的工艺方法制造:材料加上厂可提供壁厚 0 . 1 一 0 . 3llun 、外径甲 10 一 60llun 的长不锈钢薄壁无缝管。这种无缝管表而光洁度高,但壁厚公差较大( + /一 0 . 03null ) ,一般用来制造螺旋波纹管和功能要求不高的环形波纹管。金属波纹管生产厂可用 0 . 8 一 Inllll 厚的金属板(带)材或壁厚 0 . 5 一 llmll 的规范薄壁管,通过多次拉深或旋压拉深工艺制造各种规格波纹管管坯。这种工艺能够制得表面光洁度高、壁厚公差小 ( < =十/ - 0 . 005 ; lul , )、长度较短的管坯,用于制造要求较高的波纹管。有缝管坯的制造,一般是选用所需求厚度的板材或带材,卷筒后用特种焊接对焊而成。有缝管坯的质量,直接取决于板(带)原料量和焊接质量。一般来说,其壁厚公差较容易操控。 1 . 1 多次变薄拉深制造工艺多次变薄拉深制造工艺适用于制造管坯长度小于 3O0llinl 的波纹管管坯,工艺进程主要包含落料、多次拉深、多次热处理和多次变薄拉深。 1 . 2 钢球旋压变薄拉伸制造工艺及装备钢球旋压变薄拉深,是毛坯在高速旋转下,受凸模、凹模与钢球之间辗压而拉深变薄的一种工艺方法。凸模(或许凹模)的高速旋转,带动钢球本身旋转,并沿着毛坯周线高速旋转,毛坯在凸模上受轴向进给时,材料受正向力和切向力的效果而变形。









所有评论仅代表网友意见,与本站立场无关。